


首頁(yè) -->技術(shù)服務(wù) -->熱處理加工
?
告訴你個(gè)好消息:機(jī)械加工工藝流程如下
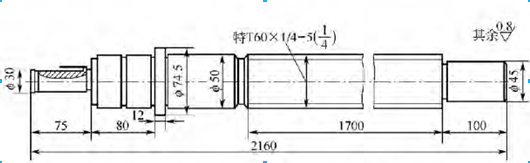
作為細(xì)長(zhǎng)軸件的絲杠,在加工過(guò)程中要盡可能地消除加工應(yīng)力,熟練掌握和應(yīng)用熱校直技術(shù),為保持組織穩(wěn)定和尺寸的精度需進(jìn)行冰冷處理,以減少殘余奧氏體的數(shù)量。這里以S7332螺紋磨床5級(jí)精度絲杠(材料9Mn2V)為例介紹其工藝流程,如下圖所示。
加工工藝路線為:鍛造f或用軋材)一正火(對(duì)碳化物網(wǎng)狀合格者)一球化退火一機(jī)械加工一(除應(yīng)力退火)調(diào)質(zhì)一矯正并除應(yīng)力一機(jī)械加工(粗車(chē)及粗磨外圓)一中頻淬火一回火并矯正一冰冷1A理一低溫回火一粗磨螺紋一低溫回火一半精磨螺紋一精磨螺紋一穩(wěn)定化處理一精磨、超精磨。
其中正火、球化退火和調(diào)質(zhì)均為預(yù)備熱處理工序,其工藝分別如下。
1,正火
810一845)℃Xlh,保溫結(jié)束后取出空冷,用于消除網(wǎng)狀碳化物。
2.球化退火
C740’y780)℃ X4h+(680—700) oC X (4-5) h,隨爐冷至 soo’c出爐空冷,可獲得良好的球狀珠光體組織,同時(shí)降低了硬度,改善了切削加工性和提高了表面加工質(zhì)量,退火后的硬度≤229HBS。
3.調(diào)質(zhì)
780一820℃加熱,油冷后在650--- 670℃回火60一90min,獲得較高的綜合力學(xué)性能,為最終熱處理做好組織上的準(zhǔn)備。
更多信息
請(qǐng)直接與我公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/400-699-1286),以獲得更多的有關(guān)機(jī)械加工工藝流程如下及其它合金結(jié)構(gòu)鋼、易切削結(jié)構(gòu)鋼、低合金高強(qiáng)度結(jié)構(gòu)鋼、軸承鋼、彈簧鋼、耐熱鋼的選擇、應(yīng)用、熱處理及庫(kù)存等相關(guān)資料。
資料來(lái)源:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
『版權(quán)所有,轉(zhuǎn)載或引用請(qǐng)注明鏈接和出處』
【 瀏覽次數(shù):13 】 【 加入時(shí)間:2013-06-28 15:21:39 】 【 關(guān)閉本頁(yè) 】
技術(shù)服務(wù)
聯(lián)系方式
東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
聯(lián)系人:林先生
手機(jī):18002898666
電話:86 0769-82621088
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:wanxinsj.cn
誠(chéng)信通ID:xinhongmouldsteel
QQ: 微信公眾號(hào):hcsteel
地址:中國(guó)·廣東省·東莞市塘廈鎮(zhèn)林村管理區(qū)
推薦產(chǎn)品
版權(quán)所有:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部 ICP備案號(hào):粵ICP備2024277773號(hào)
技術(shù)支持:搜優(yōu)網(wǎng)絡(luò)推廣 中華機(jī)械網(wǎng) 全球機(jī)械網(wǎng) 建議使用IE6以上,顯示器為1024*768瀏覽全國(guó)統(tǒng)一服務(wù)熱線:18002898666