


首頁 -->技術(shù)服務(wù) -->熱處理加工
?
分析機(jī)械加工工藝流程與彈簧卡頭的熱處理工藝
工藝流程為:備料一車加工(車外圓、外錐面)一銑加工(銑槽、銑鍵槽)一打標(biāo)志一鉆孔去夾角毛刺一熱處理一磨加工(研磨兩端倒角、磨外圓和錐面和磨內(nèi)孔)一檢驗(yàn)一車加工(車螺紋)一檢驗(yàn)一探傷。
彈簧卡頭的熱處理工藝
考慮到彈簧卡頭的整體硬度和性能要求,選用9 SiCr制作彈簧卡頭。可采用兩種方法進(jìn)行熱處理,一種為整體淬火回火后爭徑部快速退火;另一種為整體一個(gè)硬度,硬度范圍在50~55 HRC。
1.普通熱處理工藝
在600~650℃預(yù)熱,850~860℃加熱,保溫系數(shù)為0.25~o.30min/mm為減少變形在160~180℃的硝鹽熔液中冷卻,180~200℃回火1.5~2h。將回火后的卡頭徑部放入550~600℃的鹽浴爐中快速加熱,待工件的顏色與鹽浴溫度一致時(shí)取出油冷,加熱系數(shù)為8~13s/mm。此時(shí)頭部和徑部的硬度符合技術(shù)要求。該工藝處理的工件在使用中容易斷裂,因此很少采用。
2.特殊要求的彈簧卡頭
采用820 pC×(5~8) min淬油,160~170℃堿浴分級(jí)淬火,(440~460)℃×(60~90)min,空冷。整體硬度為43~48HRC。
3.改進(jìn)的熱處理工藝
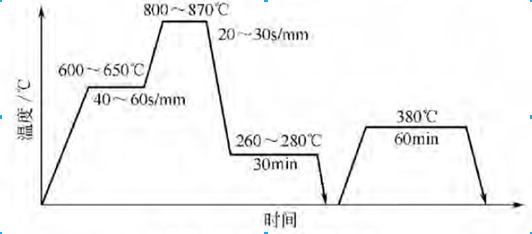
按一般要求,頭部和徑部硬度不同,其目的是使夾持部位耐磨,中間有良好的彈性。但在實(shí)際操作中難以控制交接處的硬度,因此常發(fā)生中段彈性不足造成斷裂的情況[3],相反,因頭部磨損而報(bào)廢的彈簧夾頭十分少見,因此整體硬度控制在50~55HRC,既克服了上述缺點(diǎn),又提高了使用壽命,具體工藝如圖3-3所示。
更多信息
請直接與我公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/400-699-1286),以獲得更多的有關(guān)分析機(jī)械加工工藝流程與彈簧卡頭的熱處理工藝及其它合金結(jié)構(gòu)鋼、易切削結(jié)構(gòu)鋼、低合金高強(qiáng)度結(jié)構(gòu)鋼、軸承鋼、彈簧鋼、耐熱鋼的選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
資料來源:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』
【 瀏覽次數(shù):19 】 【 加入時(shí)間:2013-07-08 14:37:26 】 【 關(guān)閉本頁 】
技術(shù)服務(wù)
聯(lián)系方式
東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
聯(lián)系人:林先生
手機(jī):18002898666
電話:86 0769-82621088
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:wanxinsj.cn
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號(hào):hcsteel
地址:中國·廣東省·東莞市塘廈鎮(zhèn)林村管理區(qū)
推薦產(chǎn)品
版權(quán)所有:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部 ICP備案號(hào):粵ICP備2024277773號(hào)
技術(shù)支持:搜優(yōu)網(wǎng)絡(luò)推廣 中華機(jī)械網(wǎng) 全球機(jī)械網(wǎng) 建議使用IE6以上,顯示器為1024*768瀏覽全國統(tǒng)一服務(wù)熱線:18002898666