


首頁 -->技術(shù)服務(wù) -->熱處理加工
?
解析變速箱齒輪的機(jī)械加工工藝流程
變速箱齒輪的毛坯質(zhì)量至關(guān)重要,通常采用鍛造成形,必須控制鋼材的帶狀組織,使其不超過3級。加工流程如下;毛坯成形一預(yù)備熱處理一切削加工一滲碳(或碳氮共滲)一最終熱處理一噴丸(砂)一精加工。
1.毛坯的預(yù)備熱處理——正火
20CrMnTi鋼變速箱齒輪在加工時,要求有低的表面粗糙度,良好的切削加工性,使插齒的切屑呈卷曲帶狀,減輕機(jī)床負(fù)荷也延長刀具的壽命。因此進(jìn)行正火處理后,硬度應(yīng)在179~217HBS之間,得到均勻分布的片狀珠光體十鐵素體,確保了上述要求。其正火工藝溫度為950~970℃,透燒后空冷或吹風(fēng),噴霧冷卻,若硬度低可采取先水冷后空冷的措施。
2.滲碳
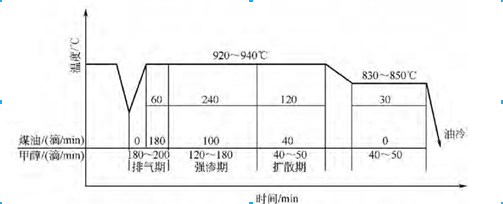
在井式滲碳爐內(nèi)進(jìn)行齒輪的滲碳,考慮到滲碳速度和滲碳過程中的變形問題,一般滲碳溫度選擇在920~940℃之間,滲碳保溫時間取決于要求的滲碳層深度,其實際深度為要求的滲碳層深度外加齒輪的單邊磨量的兩倍,故在實際作業(yè)過程中應(yīng)合理選擇滲碳時間。資料介紹滲碳時間可參考公式:
t= x2/0.63
式中,X為滲碳層深度,mm;t為滲碳時間,h。
齒輪要求滲碳層深度0.8~1. 3mm,滲碳層含碳量0.8%N-1. 05%,滲碳后的組織由外向里為:過共析層十共析層十亞共析層。滲碳工藝如下圖所示。
更多信息
請直接與我公司服務(wù)人員聯(lián)絡(luò)(熱線電話:0769-82621066/400-699-1286),以獲得更多的有關(guān)變速箱齒輪的機(jī)械加工工藝流程及其它合金結(jié)構(gòu)鋼、易切削結(jié)構(gòu)鋼、低合金高強(qiáng)度結(jié)構(gòu)鋼、軸承鋼、彈簧鋼、耐熱鋼的選擇、應(yīng)用、熱處理及庫存等相關(guān)資料。
資料來源:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
『版權(quán)所有,轉(zhuǎn)載或引用請注明鏈接和出處』
【 瀏覽次數(shù):19 】 【 加入時間:2013-06-27 15:25:43 】 【 關(guān)閉本頁 】
技術(shù)服務(wù)
聯(lián)系方式
東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部
聯(lián)系人:林先生
手機(jī):18002898666
電話:86 0769-82621088
傳真:86 0769-82621099
郵箱:sales@hongchao-dg.cn
網(wǎng)址:wanxinsj.cn
誠信通ID:xinhongmouldsteel
QQ: 微信公眾號:hcsteel
地址:中國·廣東省·東莞市塘廈鎮(zhèn)林村管理區(qū)
推薦產(chǎn)品
版權(quán)所有:東莞市弘超模具科技有限公司結(jié)構(gòu)鋼事業(yè)部 ICP備案號:粵ICP備2024277773號
技術(shù)支持:搜優(yōu)網(wǎng)絡(luò)推廣 中華機(jī)械網(wǎng) 全球機(jī)械網(wǎng) 建議使用IE6以上,顯示器為1024*768瀏覽全國統(tǒng)一服務(wù)熱線:18002898666